Toepassing van een moderne freesstrategie levert op diverse aspecten veel winst op ten opzichte van een klassieke freesstrategie. Die conclusie trekt het Projectteam Verspanen 4.0 op basis van het project ‘Strategisch frezen’. De eerste resultaten hiervan zijn gepresenteerd op Verspanen 2019 in Enschede.
Het projectteam stelde vast dat de moderne freesstrategie leidde tot een reductie van de bewerkingstijd (dat betekent niet alleen een geldbesparing maar ook een capaciteitsvergroting) en de programmeer- en insteltijd en het gebruik van minder gereedschappen. Bij de klassieke methode werd bovendien meer gereedschapsslijtage vastgesteld. Daarbij was de gerealiseerde kwaliteit bij beide methodes gelijk en conform de eis.
Betrouwbaarheid en productiviteit
Het Projectteam Verspanen 4.0 is een samenwerkingsverband tussen verschillende organisaties/bedrijven. Zij willen aantonen dat bij het verspanen van een werkstuk niet alleen de machine bepalend is voor het eindresultaat. Ook gereedschappen, opspanmiddelen, CAM, koelmiddelen en meetmiddelen hebben grote invloed. Eerder voerde het projectteam al een project uit om de invloed van koelsmeermiddelen aan te tonen. Voor het tweede project zijn de freesstrategieën onder de loep genomen. Het uitgangspunt hierbij was dat elke verspaner op zoek is naar de freesmethode die hem betrouwbaarheid en productiviteit biedt.
Machine en werkstuk
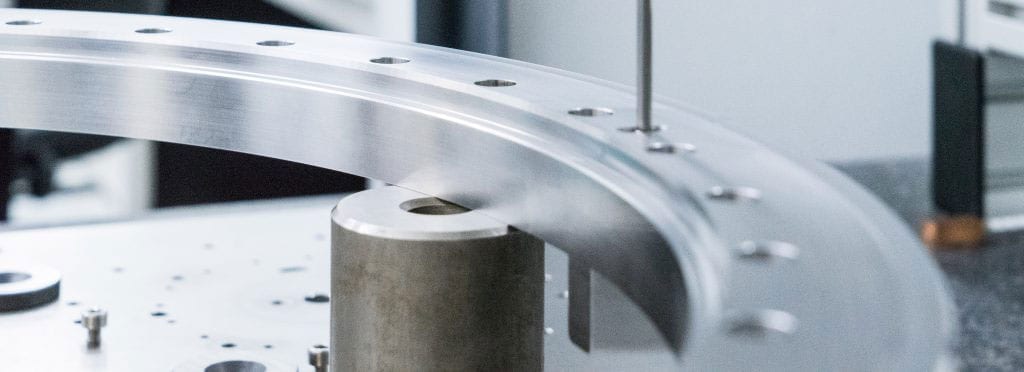
Er zijn verschillende moderne freesmethoden. Welke je kiest is afhankelijk van de specificaties van de beschikbare machine (vermogen en koppel op de spindel, type spindel, constructie/dynamiek, stabiliteit, toerental, tafelvoeding en CNC-mogelijkheden) en die van het werkstuk dat moet worden gemaakt (materiaal, afmetingen, geometrische vorm). In het kader van het project is op een 5-assige Litz-machine een werkstuk gemaakt. Een fantasiewerkstuk weliswaar, maar wel met enkele uitdagingen die een verspaner in zijn dagelijkse praktijk tegenkomt,, zoals een radius in de hoeken. Op de machine werden twee materialen gefreesd: aluminium 7075 en titanium grade 2. Van beide materialen zijn vijf blokken volgens een klassieke strategie gefreesd en vijf volgens een moderne strategie.
Kortere bewerkingstijd
Het eerste wat naar voren kwam was dat bij de klassieke methode dubbel zo veel gereedschappen nodig waren als bij de moderne strategie. Bij de klassieke methode werden VHM solid end en diverse bolkop frezen ingezet. Bij de moderne eveneens VHM solid end frezen maar daarnaast ook VHM cirkelsegment frezen, onder andere voor de nabewerking in de hoek. Bij het voorfrezen volgens de moderne strategie is onder meer Maxx Roughing toegepast, een methode met een aantal unieke eigenschappen, die vooral tot doel hebben dat de belasting van de frees altijd hetzelfde is. Dat levert betrouwbaarheid op. Opmerkelijk waren vooral de verschillen in bewerkingstijd die werden vastgesteld. Het aluminium 7075 werkstuk werd volgens de klassieke methode in 35 minuten gefreesd, volgens de moderne in 18 minuten. Bij titanium grade 2 ging de bewerkingstijd zelfs van 105 naar 50 minuten. Bij deze bevindingen zal het niet blijven. Het projectteam heeft het idee dat de verschillen nog groter zullen zijn op een machine met een betere rekensnelheid. “We denken dat het nog wel 30 procent korter kan”, aldus René Duister van Seco Tools, die de resultaten namens het projectteam presenteerde. Ook de kwaliteit kan nog wel wat strakker. Verder gaan alle gereedschapskosten nog exact vastgelegd worden en zullen er meetrapporten worden opgemaakt. De doelstelling van het Projectteam Verspanen 4.0 is zo veel mogelijk kennis te verspreiden. Meer informatie over dit project is dan ook verkrijgbaar bij het Projectteam.